
Mỡ bò bôi trơn và nhiệt độ hoạt động
Tuổi thọ bôi trơn của mỡ trong ổ trục lăn bị giảm do hoạt động ở nhiệt độ cao và điều này có thể dẫn đến hỏng vòng bi sớm. Nguyên tắc chung là tốc độ oxy hóa và phân hủy tăng gấp đôi cho mỗi 18°F trên 150°F (hoặc 10°C trên 65°C) áp dụng cho hầu hết các loại mỡ cũng như dầu, chủ yếu là do mỡ thường có hơn 80% là dầu. Việc xác định giới hạn nhiệt độ trên là tổng hợp các yếu tố bao gồm điểm nhỏ giọt của mỡ bò bôi trơn, điểm chớp cháy của dầu gốc và các thành phần khác.
Mỡ bò bôi trơn và nhiệt độ hoạt động
Mỡ bò bôi trơn có thông số nhiệt độ hoạt động được phân thành hai giới hạn: Giới hạn nhiệt độ trên có thể được định nghĩa là nhiệt độ mà mỡ có thể hoạt động trong một thời gian rất ngắn và nhiệt độ hoạt động là nhiệt độ mà mỡ có thể duy trì trong một thời gian dài hơn.
Nhìn chung có sự khác biệt rất lớn trong cách các nhà sản xuất xác định nhiệt độ hoạt động trên. Khi xem xét các bảng dữ liệu sản phẩm cho các loại mỡ lithium EP2 gốc dầu khoáng tương tự, chúng ta thấy nhiệt độ hoạt động trên nằm trong khoảng từ 120 đến 250°C. Trên thực tế có sự không nhất quán trong cách ngành công nghiệp báo cáo nhiệt độ hoạt động trên và chỉ ra rằng các thử nghiệm khác nhau có thể dẫn đến các kết luận khác nhau liên quan đến nhiệt độ hoạt động trên.
Mỡ bôi trơn lithium mất khả năng bôi trơn trong ổ trục lăn khi mỡ mất 50-60% dầu gốc . Một nghiên cứu khác cho thấy rằng bên cạnh quá trình oxy hóa dầu gốc, quá trình bay hơi dầu và sự phân hủy chất làm đặc, các đặc tính chống mài mòn/ranh giới cũng đóng vai trò quan trọng trong quá trình hỏng ổ trục
Ở Châu Âu, hai tiêu chuẩn thường được chấp nhận để phân loại mỡ bôi trơn: DIN 51502 và ISO 6743-9 (2,3). ISO 6743 quy định rằng nhiệt độ hoạt động phải được xác định bằng thử nghiệm tuổi thọ mỡ theo ASTM D3336 hoặc thử nghiệm FAG FE-9. DIN 51502 mô tả rằng nhiệt độ hoạt động trên phải được xác định bằng thử nghiệm SKF R2F-B hoặc FAG FE-9.
Chúng ta sẽ mô tả sự kết hợp của các thử nghiệm nhiệt độ cao trong điều kiện phù hợp có thể được sử dụng để phát triển một phương án thay thế cho việc xác định nhiệt độ hoạt động trên của mỡ bôi trơn.

Thí nghiệm
Một số loại mỡ được bán trên thị trường (xem bảng 2) đã được so sánh trong một số thử nghiệm. Khả năng tách dầu và bay hơi dầu của các loại mỡ này đã được
thử nghiệm theo ASTM D6184 (30 giờ ở 100°C). Độ ổn định oxy hóa của các loại mỡ này đã được so sánh trong PDSC, trong đó nhiệt độ bắt đầu oxy hóa (OOT) được xác định theo ASTM E-2009, phương pháp B (dưới áp suất oxy 3,5 MPa).

Bên cạnh các thử nghiệm chuẩn hóa này, mỡ đã được thử nghiệm trên một máy đo lưu biến Anton Paar (MCR 301) có lắp ráp ổ trục (thử nghiệm RBA) (xem hình 3 (bên trái)). Vòng bi SKF 6204-2Z/C3VM104 được đổ một nửa mỡ thử nghiệm bằng xi lanh. Một vòng cao su được đặt giữa máy đo lưu biến và ổ trục để giữ ổ trục cố định trong quá trình thử nghiệm. Trong quá trình đo, một nắp Peltier được hạ xuống ổ trục để đảm bảo nhiệt độ được kiểm soát trong toàn bộ ổ trục.
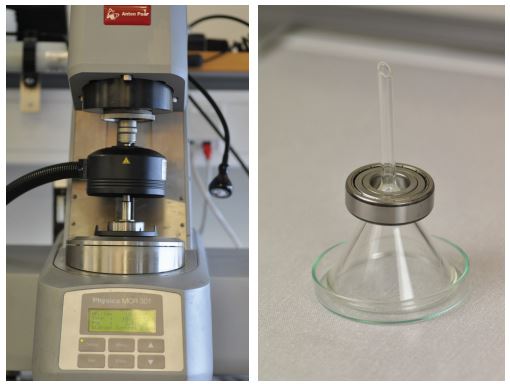
Sau quy trình chạy rà có kiểm soát, ổ trục đã được thử nghiệm trong thử nghiệm tăng tốc từ 0,01-1000 vòng/phút với lực dọc trục là 50N ở nhiệt độ thử nghiệm. Trong nghiên cứu này, hai nhiệt độ đã được thử nghiệm: 120°C và 140°C. Đây là những nhiệt độ phổ biến cho thử nghiệm SKF R2F-B và đều là giới hạn trong phân loại DIN 51502- và ISO 6743-.
Sau đó, ổ trục được đặt lên trên một phễu thủy tinh úp ngược (xem hình 3 (bên phải)) trong lò nung được làm nóng trước ở nhiệt độ thử nghiệm. Sau 1, 2 và 3 tuần lão hóa tĩnh, các ổ trục được lấy ra khỏi lò và lượng dầu thất thoát được xác định bằng cách so sánh trọng lượng của phễu và ổ trục với trọng lượng khi bắt đầu thử nghiệm.
Tiếp theo, các ổ trục được thử nghiệm lại trên máy đo lưu biến theo cùng một quy trình như khi bắt đầu thử nghiệm. Các đường cong tăng tốc độ
trước và sau khi lão hóa được so sánh với nhau. Sự hỏng hóc của ổ trục được định nghĩa là thời điểm máy đo lưu biến không còn có thể quay ổ trục nữa. Giới hạn mô-men xoắn cho máy đo lưu biến được sử dụng trong nghiên cứu này là 200 mNm.
Sau 3 tuần lão hóa (hoặc ngay khi ổ trục bị hỏng), ổ trục được mở ra. Mỡ còn lại được lấy ra khỏi lồng và thử nghiệm bằng thử nghiệm RULER theo ASTM D7527 để xác định lượng chất chống oxy hóa còn lại trong mỡ.
Kết quả của thử nghiệm RULER được trình bày dưới dạng RUL%, biểu thị phần trăm lượng chất chống oxy hóa từ mỡ tươi vẫn còn trong mỡ sau khi thử nghiệm.
Kết quả và thảo luận
Kết quả của thử nghiệm tách dầu/bốc hơi dầu (ASTM D6184) và các tính toán tổn thất dầu từ thử nghiệm RBA được trình bày trong hình 4.
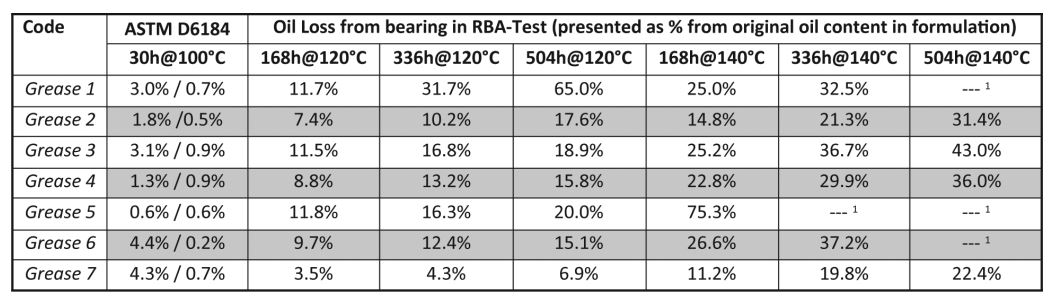
Những kết quả này cho thấy phương pháp thử nghiệm tiêu chuẩn ASTM D6184 không đủ để có cái nhìn sâu sắc về lượng mất dầu ở nhiệt độ cao bên trong ổ trục.
Ví dụ rõ ràng nhất là mỡ 7 cho thấy lượng dầu mất cao nhất trong thử nghiệm ASTM D6184, nhưng cho thấy lượng dầu mất thấp hơn đáng kể so với các loại mỡ khác khi được đun nóng đến 120°C và 140°C bên trong ổ trục.
Một ví dụ khác là mỡ 5, cho thấy lượng dầu mất thấp nhất trong thử nghiệm ASTM D6184, nhưng có lượng dầu mất tăng rất mạnh ở 120°C và 140°C bên trong ổ trục. Điều này có thể dễ dàng hiểu được từ thực tế là điểm nhỏ giọt của loại mỡ này rất gần với 140°C.
Hình 5 cho thấy kết quả của các thử nghiệm độ ổn định oxy hóa với PDSC cũng như lượng chất chống oxy hóa có sau thử nghiệm RBA.
Nhiệt độ bắt đầu oxy hóa (OOT) và chất chống oxy hóa còn lại sau các thử nghiệm RBA (RUL%, 120°C và RUL%, 140°C). Trong đó.
- Không đủ vật liệu có thể được giữ lại sau thử nghiệm RBA để thực hiện thử nghiệm RULER chính xác.
- Công thức không chứa chất chống oxy hóa
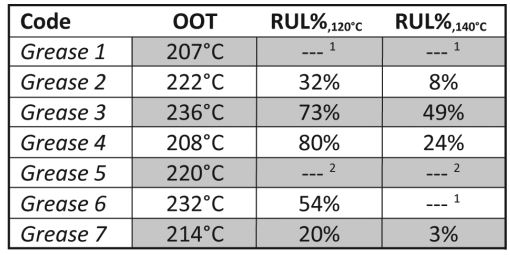
Mỡ đặc lithium (mỡ 1) và mỡ đặc đất sét (mỡ 4) cho thấy độ ổn định oxy hóa kém nhất trong thử nghiệm PDSC. Tuy nhiên, các loại mỡ này có hành vi hoàn toàn khác nhau trong thử nghiệm RBA. Trong trường hợp mỡ 1 không đạt sau lần lượt 3 tuần ở 120°C và 2 tuần ở 140°C, các ổ trục chứa mỡ 4 đều đạt cả thử nghiệm RBA 120°C và 140°C sau 3 tuần.
Kết quả từ thử nghiệm RBA được thể hiện trong hình 6 và 7.
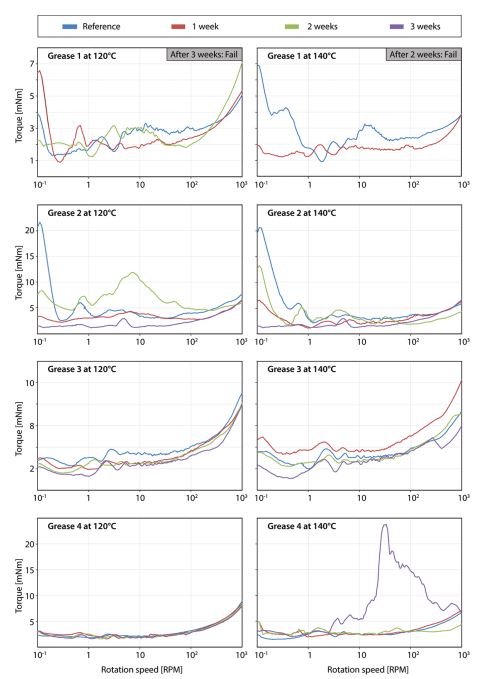
Đặc tính chung của tất cả các loại mỡ trong thử nghiệm RBA có thể được chia thành hai giai đoạn.
- Trong phần đầu tiên của quá trình lão hóa, mô-men xoắn bằng hoặc thấp hơn mô-men xoắn đối với mỡ mới. Mô-men xoắn thấp hơn có thể là do dầu đã chảy ra khỏi mỡ trong thời gian này ở nhiệt độ cao, điều này có thể cải thiện dòng chảy về phía rãnh.
- Ở giai đoạn thứ hai, mô men xoắn lại bắt đầu tăng, cuối cùng dẫn đến hỏng ổ trục. Mô men xoắn tăng ở giai đoạn thứ hai có thể là do quá trình oxy hóa và trùng hợp dầu gốc và/hoặc mất dầu từ ổ trục dẫn đến tình trạng thiếu hụt.
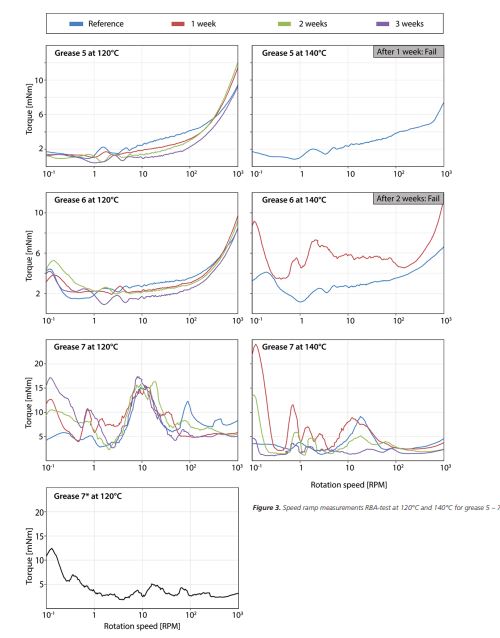
Mô men xoắn của mỡ 2 sau 2 tuần lão hóa ở 120°C cao hơn dự kiến dựa trên hành vi của cùng một loại mỡ ở 140°C. Người ta tin rằng phép đo này là một hiện tượng giả tạo và không nên tính đến. Mỡ 3 cho thấy hành vi rất nhất quán ở cả 120°C và ở 140°C. Độ dốc tốc độ về cơ bản không bị ảnh hưởng bởi quá trình lão hóa.
Cùng với kết quả về độ ổn định oxy hóa từ hình 7, đây là dấu hiệu cho thấy hiệu suất nhiệt độ cao tuyệt vời của loại mỡ này. Mỡ 4 cũng cho thấy hành vi rất nhất quán trong quá trình lão hóa. Chỉ sau 3 tuần ở nhiệt độ 140°C, mô men xoắn mới bắt đầu tăng. Mỡ 5 cho thấy sự khác biệt lớn giữa thử nghiệm ở nhiệt độ 120°C và
thử nghiệm ở nhiệt độ 140°C. Trong khi mỡ cho thấy hoạt động tuyệt vời sau 3 tuần lão hóa ở nhiệt độ 120°C, ổ trục bị hỏng chỉ sau 1 tuần lão hóa ở nhiệt độ 140°C. Nguyên nhân chính gây ra sự hỏng hóc này là độ tách dầu cực cao ở nhiệt độ này do thực tế là nhiệt độ gần với điểm nhỏ giọt của mỡ này.
Mỡ 7 là loại mỡ duy nhất không cho thấy độ chính xác điển hình giống như Stribeck về tốc độ quay. Đối với loại mỡ này, có một đỉnh ở khoảng 10 vòng/phút, giảm dần trong quá trình lão hóa. Mỡ 7 chứa một chất đàn hồi có trong công thức để cải thiện độ ổn định cơ học của các loại mỡ. Mỡ 7* trong hình 3 có cùng công thức
nhưng không bao gồm chất đàn hồi này. Vì Grease 7* cho thấy sự phụ thuộc điển hình giống như Stribeck vào tốc độ quay, độ lệch ở 10 RPM đối với các phép đo trên Grease 7 có thể liên quan đến chất đàn hồi.
Hình 8 cho thấy sơ đồ tổng quan về kết quả thử nghiệm cũng như nhiệt độ mà mỡ đã thử nghiệm vượt qua thử nghiệm SKF R2F-B.
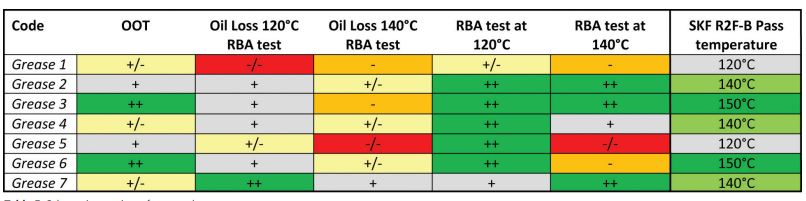
Kết quả từ các thử nghiệm RBA ở cả 120°C và 140°C đều phù hợp với nhiệt độ mà mỡ vượt qua thử nghiệm SKF R2F-B được sử dụng để xác định giới hạn hoạt động trên trong DIN 51502. Mỡ duy nhất không xác nhận kết quả thử nghiệm SKF R2F-B là mỡ 6. Điều này có thể liên quan đến việc mất dầu từ mỡ, nhưng sẽ phải được nghiên cứu thêm.
Kết luận
Đặc điểm thay đổi của các loại mỡ khác nhau trong quá trình lão hóa ở nhiệt độ cao đã được nghiên cứu bằng một số thử nghiệm trong phòng thí nghiệm. Các thử nghiệm lưu biến với cụm ổ trục lăn cho thấy hai giai đoạn chung trong quá trình lão hóa tĩnh của mỡ bên trong ổ trục R0F. Trong giai đoạn đầu tiên của quá trình lão hóa, hiện tượng chảy dầu có thể làm giảm mô-men xoắn. Trong giai đoạn thứ hai của quá trình lão hóa, mô-men xoắn tăng lên, cuối cùng dẫn đến hỏng hóc.
Độ ổn định oxy hóa của mỡ không phải là yếu tố quyết định hiệu suất nhiệt độ cao của nhiều loại mỡ khác nhau. Việc mất dầu từ ổ trục đóng vai trò quan trọng hơn nhiều trong quá trình gây ra hỏng hóc. Lượng dầu mất quan trọng khác nhau đối với từng loại chất làm đặc.
Nghiên cứu này đã chỉ ra rõ ràng rằng thử nghiệm tách dầu chuẩn ở 100°C trong 30 giờ (ASTM D6184) không phải lúc nào cũng dẫn đến sự hiểu biết tốt về lượng dầu mất ở nhiệt độ thực tế mà mỡ sẽ tiếp xúc trong quá trình sử dụng. Việc xác định lượng dầu mất từ ổ trục tĩnh cho thấy bức tranh thực tế hơn về nhiệt độ cần quan tâm khi xác định giới hạn nhiệt độ trên. Ngoài ra, các phép đo lưu biến với cụm ổ trục lăn giúp hiểu rõ hơn về cách các công nghệ mỡ khác nhau hoạt động khi tiếp xúc với nhiệt độ cao trong thời gian dài.
Mặc dù nghiên cứu này đang trong giai đoạn đầu, nhưng kết quả đầu tiên cho thấy có thể phát triển một phương pháp thay thế để xác định nhiệt độ vận hành trên bằng cách sử dụng các phép đo lưu biến với cụm ổ trục lăn. Phương pháp thay thế này có thể được sử dụng để bổ sung cho các thử nghiệm SKF R2F-B- và FAG FE-9 đã được thiết lập.


